| Image |
|
|
|
|
| Maturity
|
TRL 9 – Commercially proven
|
TRL 9 – Commercially proven
|
TRL 9 – Commercially proven
|
TRL 9 – Commercially proven
|
| Operability
|
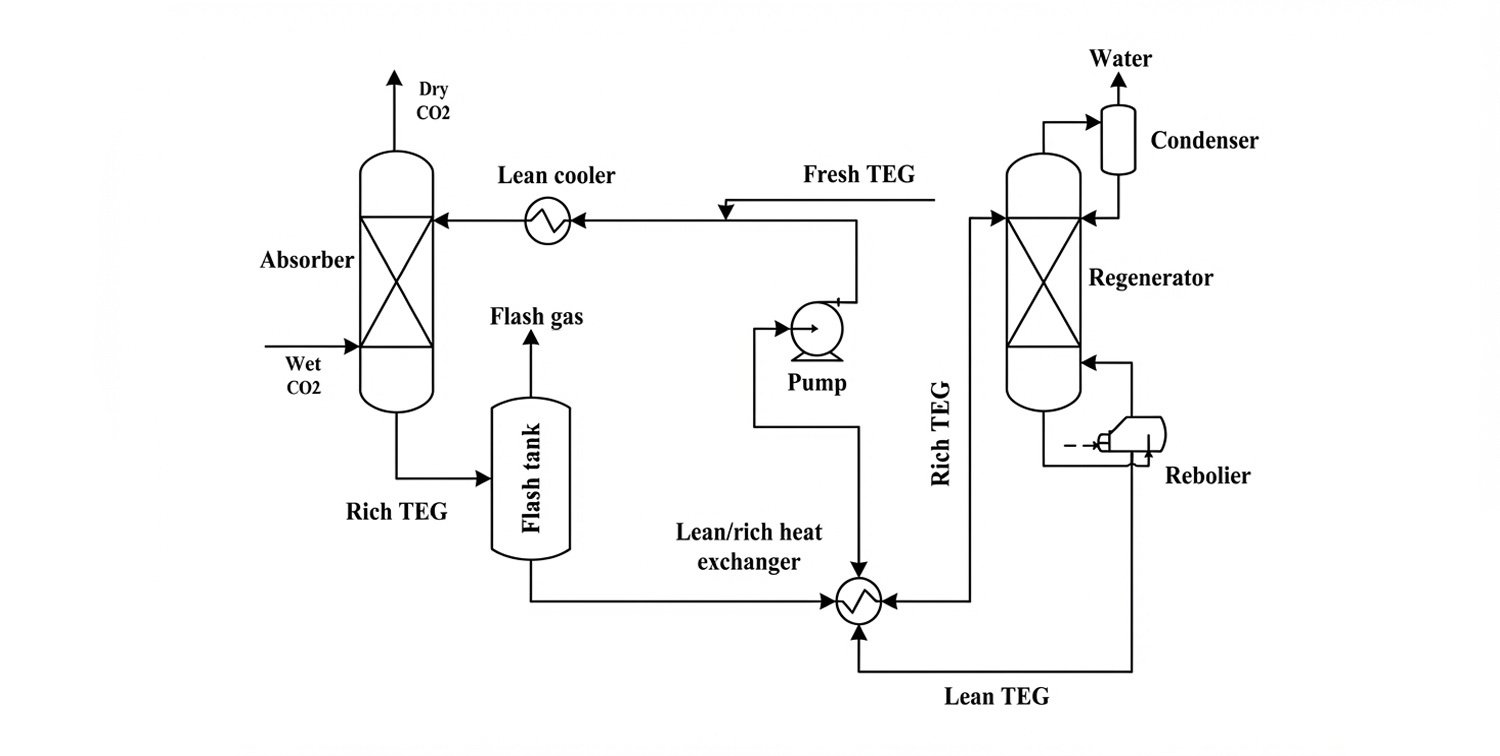
Continuous operation, requiring TEG makeup.
|
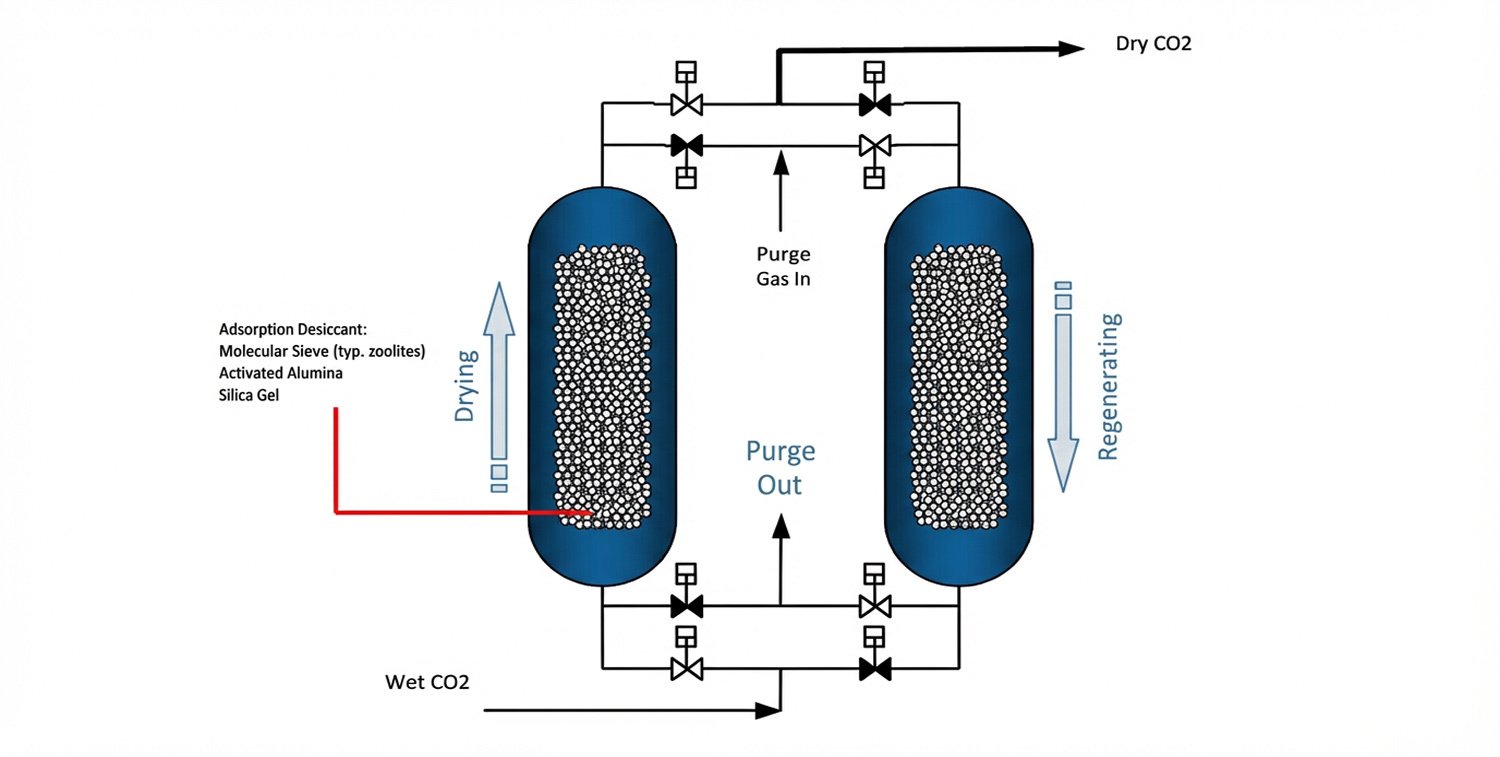
The desiccant has a two-year lifespan.
|
The desiccant has a five-year lifespan.
|
The desiccant has a three to four year lifespan.
|
| Desiccant Shape & Sizes
|
N/A
|
Spherical
Sizes available include: 14 mesh, 3mm, 5mm, 6mm
|
Spherical
Sizes available include: 8 mesh, 2mm
|
Pellets (extruded cylinders or spherical)
Sizes available include: 1.6mm, 3.2mm, 6mm dia. cylinders
|
| Desiccant Surface Area, m2/g
|
N/A
|
325-360
|
650-750
|
600-800
|
| Regeneration Temperature, °C
|
190-204
|
150-200
|
100-120
|
200-300
|
| Regeneration Frequency
|
Continuous
|
High
|
Moderate
|
Low
|
| Operating Pressure, barg
|
Up to 64.5
|
Capable of withstanding higher pressures than adsoprtion dehydration using TEG
|
Capable of withstanding higher pressures than adsoprtion dehydration using TEG
|
Capable of withstanding higher pressures than adsoprtion dehydration using TEG
|
| Turndown Ratio
|
10:1
|
10:3
|
10:3
|
10:3
|
| CAPEX
|
$
|
$$
|
$$
|
$$
|
| OPEX
|
$
|
$$
|
$$$
|
$$$$
|
| Achievable Water Content, ppm mol
|
50
|
10
|
10
|
1
|
| Footprint
|
Smaller footprint compared to adsorption dehydration technologies
|
Larger footprint than absorption dehydration technology using TEG
|
Larger footprint than absorption dehydration technology using TEG
|
Larger footprint than absorption dehydration technology using TEG
|
| Risks
|
– TEG carryover with the CO2 product
– TEG losses with absorbed water during regeneration
– Risk of degradation of TEG in the presence of O2.
|
– Sensitive to acidic impurities (SOx, NOx, H2S) so at risk of deactivation and increased replacement rate.
– Risk of clogging if particulates are present in the CO2 product.
|
‘- Risk of clogging due to sulphur deposition in the presence of H2S. H2S content should be kept below 5%.
– Risk of deactivation by alkaline content (NH3, caustic)
|
– Risk of molecular sieve binder breakdown in the presence of caustic and acidic impurities, forming dust.
– Risk of plugging due to elemental sulfur and higher hydrocarbons in the presence of O2.
|